Пуансон/матрица листогибочного пресса разделена на верхнюю и нижнюю формы, которые используются для штамповки листового металла и разделения форм. Форма для формовки имеет полость, а форма для разделения - режущую кромку. Пуансон/матрица листогибочного пресса оказывает большое влияние на точность заготовки. В процессе гибки форма — это все, что соприкасается с заготовкой.
Листогибочные штампы гибочного станка / листогибочного пресса имеют L-образную, R-образную, U-образную, Z-образную форму и т. Д. Верхний штамп в основном имеет углы 90 градусов, 88 градусов, 45 градусов, 30 градусов, 20 градусов, 15 градусов и т.д. угол. Нижняя форма имеет двойную канавку 4~18 В и одну канавку с разной шириной канавки, а также нижнюю форму R, нижнюю форму с острым углом, форму для выравнивания и т. д.

Сверхвысокая точность
Очень важно, чтобы точность пресс-формы сильно влияла на точность заготовки в процессе гибки. Износ формы должен быть проверен перед использованием. Метод проверки заключается в измерении длины от переднего конца верхней формы до плеча и длины между плечом нижней формы. Для обычных пресс-форм отклонение на метр должно составлять около ±0,0083 мм, а общее отклонение длины не должно превышать ±0,127 мм. Что касается прецизионной шлифовальной формы, точность на метр должна составлять ± 0,0033 мм, а общая точность не должна превышать ± 0,0508 мм. Как правило, рекомендуется использовать формы для тонкого шлифования для электрогидравлических гибочных станков или станков для гибки с торсионным валом, а также обычные формы для ручных гибочных машин.
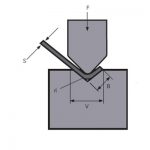
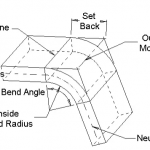
Секция инструмента листогибочного пресса с ЧПУ, как показано ниже:

Автоматическая стационарная установка
Верхняя матрица устанавливается, когда ползунок поднимается до верхней мертвой точки, а система зажима пресс-формы может удерживать несколько пресс-форм на месте до тех пор, пока не будет применено давление зажима.
Гидравлическая зажимная система
Гидравлическая система зажима является наиболее эффективным методом зажима. Эту систему зажима можно использовать как в новых, так и в старых машинах, что позволяет сэкономить время и деньги. Если несущая поверхность старой гибочной машины повреждена, гидравлическая система зажима будет лучшим выбором для устранения повреждений, а также для повышения эффективности зажима и монтажа.

Автоматически вставайте на место
При приложении давления зажима верхняя матрица поднимается и автоматически вдавливается на место. Это устраняет необходимость прижимать верхнюю форму к нижней во время процесса гибки.
Выбор пуансона/матрицы
Сначала определите толщину листа, который нужно согнуть. Например, вы хотите согнуть пластины толщиной от 0,75 мм до 6,30 мм. Затем умножьте толщину самого тонкого листа на 8, чтобы оценить минимальный требуемый размер V-образного штампа. В этом примере пластина толщиной 0,75 мм является минимально необходимой формой, поэтому 0,75 × 8 = 6. В-третьих, умножьте толщину самого толстого листа на 8, чтобы оценить требуемый максимальный размер V-образной матрицы.
принцип 8 раз
То есть отверстие V-образной формы должно быть в 8 раз больше толщины листа. Умножьте толщину листа на 8, чтобы выбрать ближайшую форму. Например, для пластины толщиной 1,5 мм требуется пресс-форма 12 мм (1,5×8=12 мм). Если это пластина 3,0 мм, требуется форма 24,0 мм. (3,0×8=24,0). Это соотношение может обеспечить наилучший выбор угла, поэтому многие люди называют его «лучшим выбором». Большинство опубликованных таблиц изгиба также основаны на этой формуле.
Правила выбора модели
Правило выбора для гибки Г-образных заготовок заключается в том, что правил нет, можно использовать практически любую верхнюю плашку. Так что при выборе верхних форм для группы заготовок Г-образные заготовки можно рассматривать в последнюю очередь, т.к. практически любая верхняя форма может их гнуть. При гибке этих Г-образных заготовок рекомендуется использовать верхние пресс-формы, которые также могут гнуть другие заготовки. При покупке пресс-форм, чем меньше, тем лучше. Это необходимо не только для минимизации затрат на пресс-формы, но и для уменьшения количества необходимых форм пресс-форм и сокращения времени установки.


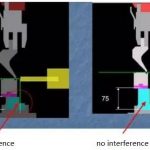
Когда верхняя часть заготовки длиннее нижней, требуется гибкая матрица. Когда верхняя часть заготовки короче нижней, подойдет любой верхний штамп. Когда верхняя часть и нижняя часть заготовки имеют одинаковую длину, требуется остроугольная верхняя матрица. Таким образом, правило выбора верхнего штампа в основном зависит от взаимодействия заготовки, и именно здесь программное обеспечение для моделирования изгиба может сыграть важную роль. Если используемая система не может имитировать ситуацию изгиба, вы можете использовать чертеж с фоновой сеткой, чтобы вручную проверить взаимодействие верхней заготовки пресс-формы, как показано на рисунке ниже.


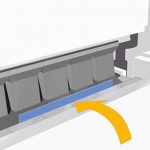
Без углубления пресс-формы
Почти все типичные V-образные формы для гибочных машин оставляют следы на заготовке, потому что металл вдавливается в форму во время гибки. В большинстве случаев отметки небольшие или приемлемые. Увеличение радиуса может уменьшить метки. Но иногда недопустимы даже самые мелкие следы, например, окрашенные или отшлифованные пластины перед гибкой. Для устранения вмятин можно использовать нейлоновые вставки, как показано на рисунке ниже. Гибка без вмятин особенно важна для изготовленных авиационных или аэрокосмических деталей, поскольку инспекторам трудно осмотреть деталь невооруженным глазом и различить царапины и трещины.

сопутствующие товары
 Как выбрать тоннаж гидравлического листогибочного пресса
Как выбрать тоннаж гидравлического листогибочного пресса- Эффективное решение WILA для гибки средних и толстых листов
- Используйте навыки гибочного станка с ЧПУ
- Обычная последовательность гибки и спецификация ежедневного использования формы для гибочной машины
- Расчет изгибающего усилия при свободном изгибе листогибочного станка
- Из чего сделаны листогибочные прессы? Что такое листогибочный инструмент?
- Сколько типов гидравлических листогибочных прессов
- Зачем добавлять систему компенсации в гибочный станок с листогибочным прессом
- Что такое листогибочный пресс
- Как рассчитать допуск на изгиб для листогибочного пресса