1. Понимание процесса гибки: простые факты

Припуск на изгиб = Угол * (T/180)*(Радиус + K-фактор * Толщина) Компенсация изгиба = Припуск на изгиб-(2 * Отступ)
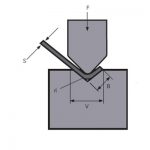
Внутренний отступ назад = tan (угол / 2) * Радиус Внешний отступ назад = tan (угол / 2) * (радиус + толщина)

1) Радиус, полученный на согнутой детали, влияет на длину, на которую мы должны отрезать эту деталь (перед изгибом).
2) Радиус, полученный при изгибе, на 99% зависит от V-образного отверстия, с которым мы работаем.
Перед проектированием детали и, конечно же, перед началом резки заготовок, мы ДОЛЖНЫ ТОЧНО знать, какой V-образный вырез мы будем использовать для гибки детали на листогибочном прессе.

2. Как радиус влияет на заготовки
больший радиус будет «выталкивать» ножки нашей детали наружу, создавая впечатление, что заготовка вырезана «слишком длинной».
меньший радиус потребует заготовки, которую нужно резать «немного длиннее», чем если бы радиус был больше.

3. Допуск на изгиб

Развернутые заготовки приведенного выше рисунка будут рассчитываться следующим образом:
В = 150 + 100 + 60 + ВА1 + ВА2
Как рассчитать BA1 и BA2:
Расчет допуска на изгиб
Часть, которую нам нужно уменьшить от обеих ног после перекрытия, чтобы стать плоской, — это то, что мы обычно называем «припуском на изгиб» (или BA в уравнении).

Формула допуска на изгиб
Формула BA для изгибов до 90°

Формула ВА для изгибов от 91° до 165°

iR= внутренний радиус
S=толщина
В = угол
П = 3,14159265….
К = К-фактор
К фактор
При гибке на листогибочном прессе внутренняя часть листового металла сжимается, а внешняя растягивается.
Это означает, что есть часть листа, где волокна не сжаты и не растянуты. Мы называем эту часть «нейтральной осью».

Расстояние от внутренней части изгиба до нейтральной оси — это то, что мы называем К-фактором.
Это значение приходит с материалом, который мы покупаем, и его нельзя изменить.
Это значение выражается в долях. Чем меньше коэффициент К, тем ближе нейтральная ось будет к внутреннему радиусу листа.

K-фактор = точная настройка
Фактор К влияет на нашу развернутую заготовку. Не так много, как радиус детали, но мы можем думать об этом как о тонкой настройке расчетов для заготовок.
чем меньше коэффициент К, тем больше материал растягивается и, следовательно, «выталкивается»... а значит наша нога станет «больше».
Оценка К-фактора
В большинстве случаев мы можем оценить и скорректировать К-фактор при точной настройке наших пустых расчетов.
все, что нам нужно сделать, это несколько тестов (на выбранном V-образном отверстии) и измерить радиус детали.
Если вам необходимо определить более точный К-фактор, ниже приведен расчет для определения точного К-фактора для вашего изгиба.

К-фактор: формула

Решение примера:
В = 150 + 100 + 60 + ВА1 + ВА2
Оценка К-фактора
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Оба изгиба составляют 90° или меньше:

что значит:
B1 = 3,14 х 0,66 х (6 + ((4×0,8)/2) – 2 х 10
В1 = -4,25
B2 = 3,14 х 0,5 х (8 + ((4×0,8)/2) – 2 х 12
В2 = -8,93
следовательно:
В = 150 + 100 + 60 + (-4,25) + (-8,93)
В= 296,8 мм
сопутствующие товары
 Из чего сделаны листогибочные прессы? Что такое листогибочный инструмент?
Из чего сделаны листогибочные прессы? Что такое листогибочный инструмент?- Что такое листогибочный пресс
- Как выбрать тоннаж гидравлического листогибочного пресса
- Кантонская ярмарка
- Эффективное решение WILA для гибки средних и толстых листов
- Как выбрать подходящую матрицу листогибочного станка
- Обычная последовательность гибки и спецификация ежедневного использования формы для гибочной машины
- Зачем добавлять систему компенсации в гибочный станок с листогибочным прессом
- Используйте навыки гибочного станка с ЧПУ
- Расчет изгибающего усилия при свободном изгибе листогибочного станка