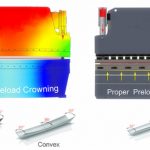
Гибочный станок с ЧПУ является важным оборудованием для обработки листового металла, и точность его работы напрямую влияет на точность гибки заготовки. В процессе гибки заготовки листогибочная машина подвергается наибольшему усилию на обоих концах ползуна, а сила реакции при изгибе пластины вызывает вогнутую деформацию на нижней поверхности ползуна. Деформация средней части ползуна наибольшая, а конечный угол изгиба заготовки Величина варьируется по всей длине.
Верстак-полная нагрузка-деформация


Чтобы устранить неблагоприятные эффекты, вызванные деформацией ползуна, необходимо компенсировать деформацию прогиба ползуна. Обычные методы компенсации включают гидравлическую компенсацию и механическую компенсацию, обе из которых заставляют середину рабочего стола производить восходящую упругую деформацию для смещения. Деформация салазок станка обеспечивает точность обработки поверхности соединения и улучшает точность заготовки.


Диаграмма анализа коэффициента безопасности плесени

Два метода компенсации
1. Гидравлическая компенсация
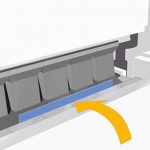
Гидравлический автоматический механизм компенсации прогиба верстака состоит из группы гидроцилиндров, установленных в нижнем верстаке. Положение и размер каждого компенсационного цилиндра рассчитаны в соответствии с кривой компенсации отклонения ползуна и анализом конечных элементов верстака. Гидравлическая компенсация представляет собой компенсацию выпуклости нейтральной версии, которая реализуется за счет относительного смещения между передней, средней и задней тремя вертикальными пластинами. Принцип заключается в том, чтобы реализовать выпуклость за счет упругой деформации самой стальной пластины, поэтому величину компенсации можно регулировать в пределах диапазона упругости рабочего стола.

2. Механическая компенсация
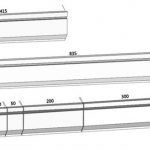
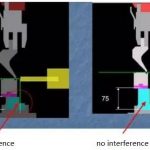
Механическая компенсация состоит из набора выступающих наклонных клиньев с наклонными поверхностями, и каждый выступающий клин разработан в соответствии с кривой отклонения ползуна и рабочего стола на основе анализа методом конечных элементов. Система числового программного управления рассчитывает требуемую величину компенсации в соответствии с силой нагрузки при изгибе заготовки (эта сила вызывает отклонение и деформацию ползуна и вертикальной пластины рабочего стола) и автоматически контролирует относительное движение выпуклых клиньев для эффективного компенсировать деформацию отклонения, вызванную скользящим блоком, и вертикальная пластина рабочего стола может получить идеальную гибочную заготовку. Компенсация механического отклонения реализуется путем управления положением для достижения «предварительного удара». Набор клиньев образует линию по длине рабочего стола. Кривая с одинаковым изгибом делает зазор между верхней и нижней формами постоянным при гибке, обеспечивая одинаковый угол гибки заготовки в продольном направлении.


сопутствующие товары
 Распространенные механические неисправности и техническое обслуживание гибочных станков с листогибочным прессом
Распространенные механические неисправности и техническое обслуживание гибочных станков с листогибочным прессом- Пресс-форма для листогибочного пресса в Китае
- 4 шага, чтобы узнать систему E21 листогибочного станка с ЧПУ
- Что такое листогибочный пресс
- Как выбрать тоннаж гидравлического листогибочного пресса
- Из чего сделаны листогибочные прессы? Что такое листогибочный инструмент?
- Как сделать компенсацию прогиба для листогибочного станка с ЧПУ
- Используйте навыки гибочного станка с ЧПУ
- Сколько типов гидравлических листогибочных прессов
- Как выбрать подходящий гидравлический листогибочный станок с ЧПУ