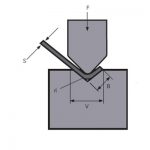
Листогибочный станок в основном выполняет прямолинейную гибку листа. Используя простые формы и технологическое оборудование, металлический лист может быть спрессован в определенную геометрическую форму, а также может быть обработан путем растяжения, штамповки, штамповки и прессования гофра. В реальном производстве листогибочный пресс с ЧПУ в основном используется для гибки различных геометрических форм металлических коробок, корпусов коробок, U-образных балок и прямоугольников. Его обработка имеет преимущества высокой прямолинейности изгиба, отсутствия следов зубьев, шелушения, складок и т. д.
Благодаря постоянному развитию технологии производства гибочных станков с ЧПУ их преимущества, такие как высокая точность позиционирования, удобство, компенсация помех при нулевой активности и хорошая стабильность обрабатываемых изделий, становятся все более предпочтительными для большинства компаний-производителей листового металла. Тем не менее, при ограниченных пожеланиях, как лучше использовать гибочный станок и в полной мере использовать его функции и преимущества, стало проблемой, на которую производители, использующие гибочный станок с ЧПУ, обращают внимание и срочно должны решить. В долгосрочном процессе производства и использования компания Zhongrui эффективно расширила функции гибочного станка и накопила опыт за счет добавления вспомогательных инструментов, преобразования существующих форм и гибкого использования площадки. В этой статье в качестве примера используется листогибочный пресс с ЧПУ DA66T компании Zhongrui и подробно рассказывается об используемых навыках.
Добавьте вспомогательный инструмент
Если вы хотите сделать листогибочный станок гибким и простым в использовании, необходимо добавить вспомогательные инструменты. Увеличение вспомогательного инструмента может не только расширить диапазон обработки гибочного станка с ЧПУ, но и повысить эффективность обработки.
1) Переходная пластина (вспомогательная средняя пластина для быстрой формы)
Высота открытия гибочного станка относится к расстоянию между верхним и нижним рабочими столами. Поскольку гибочный станок с ЧПУ DA66T имеет большую высоту проема, рассмотрите возможность использования большого проема для расширения диапазона обработки. Как показано на рис. 1, добавление еще одной переходной пластины к исходной переходной пластине может увеличить высоту бокового изгиба детали (до 85 мм), так что можно будет выполнять глубокую обработку с более высокими боковыми кромками изгиба. Самодельная переходная доска может настраивать ширину переходной доски в соответствии с вашими общими деталями, и она наиболее подходит для обработки деталей небольшой ширины с более высокими кромками изгиба с обеих сторон.

2) Угол передней панели
Как показано на рис. 2, передняя часть станка оснащена уголком, в котором можно размещать мелкие детали и сокращать время их извлечения. При этом установлен небольшой рабочий стол, облегчающий обработку и сбор мелких заготовок.

Используйте форму в полной мере
Использование листогибочного пресса с ЧПУ в основном зависит от верхней и нижней пресс-форм. Если количество пресс-форм невелико, а применение не является гибким, диапазон обработки станка будет сильно ограничен. Таким образом, при фиксированных условиях, как максимизировать функцию существующей пресс-формы за счет оптимизированной комбинации и частичного преобразования, является проблемой, о которой должен думать каждый пользователь станка. Ниже приведена функция расширения, которую мы используем при изменении формы гибочного станка с ЧПУ. Введение.
1) Верхний шлифовальный наконечник R
Когда верхний штамп используется в течение длительного времени, износ его наконечника будет меняться неравномерно. Высота формы меняется, и точность гибки не может быть гарантирована. Путем шлифовки, исправления кончика R и совмещения с большей V-образной канавкой можно сгибать толстые пластины. Это продлевает срок службы пресс-формы.
2) Замените пресс-формы для отходов, чтобы добиться выравнивания
В отсутствие составного гибочного штампа, например, можно решить проблему формовки, заключающуюся в том, как прижать мертвую кромку. Мертвая кромка представляет собой изогнутую форму, в которой два слоя перекрывают друг друга, и обычно используется для усиления. Как правило, доска толщиной более 2 мм практически не имеет мертвых кромок. Пресс мертвая кромка должна быть сформирована составной гибочной матрицей, и она должна быть разделена на более чем два процесса формирования.
Обычно используемый метод заключается в использовании составной гибочной матрицы, как показано на рис. 3. На первом этапе материал сгибается под углом 30°, а на втором этапе угол изгиба 30° размещается на переднем конце составная форма, и материал складывается в мертвую кромку. Но у нас нет композитной гибочной матрицы, только гибочная матрица под острым углом 30°. Завершите первый шаг композитной гибочной матрицы с существующей формой, а на втором этапе можно будет найти только другой метод. На втором этапе верхняя и нижняя формы становятся плоскими. После анализа средняя часть существующей нижней пресс-формы с двойной V-образной канавкой может быть использована в качестве плоской части, а верхняя пресс-форма ищет плоскость. Выньте существующую сломанную верхнюю форму и отшлифуйте лезвие ножа до плоского стиля, тем самым решив проблему формирования пресса мертвой кромки.

С помощью этого набора модифицированных пресс-форм также можно производить сплющивание. При фактической обработке операторы станка иногда допускают ошибки, в том числе изгиба кромок или размеров изгиба, которые не равны. В случае, когда требования к поверхности детали невелики, жалко выбрасывать деталь, только чтобы выровнять изгибаемую кромку. Выбивание очень трудоемко, но его можно легко выровнять, используя вышеуказанную комбинацию пресс-форм. Детали легко прижимаются вручную к верхней и нижней формам, а затем детали выравниваются на гибочном станке с ЧПУ.
Навыки во время работы
1) Размещение гибочных штампов и материалов для обработки
При составлении плана следует учитывать следующие факторы:
а. Расположите материалы одинаковой толщины вместе;
б. Расположите формы одной модели вместе;
в. Формы одинаковой формы располагаются вместе.
Это может сократить время и частоту замены формы.
2) Расположение узких и мелких деталей под прямым углом
Когда изгибающаяся часть узкая и длинная, ее нелегко найти. Во время обработки часто случается, что после принятия решения позиционирование, а изогнутая часть легко наклоняется. Поэтому, используя метод, показанный на рис. 4, форму приклеивают к нижней форме, чтобы обеспечить прямой угол. При таком изгибе деталь нелегко наклонить.

3) Гибка треугольных деталей
Когда изгибающиеся части согнуты, остроугольным частям нелегко приблизиться к заднему правилу. Как правило, когда наименьший размер L ≤10 мм сразу за правилом, следует рассмотреть устройство позиционирования. В реальной работе дизайном и процессом легко пренебречь, и такие проблемы возникают часто. При обработке по размеру детали определяется, что цельная деталь совмещена с гибочной матрицей, а сдвоенная - с подложкой.
4) Добавьте тонкую пластину R
Из-за различных потребностей клиентов требуемое значение R на изгибаемой кромке также отличается. В процессе обработки для деталей, не требующих высокой точности размеров, используют подложку для увеличения значения R, чтобы после гибки можно было получить требуемое значение R. В соответствии с требованиями к конструкции R относится к соотношению между V и внутренним R для выбора толщины листа и складывания его в форму, показанную на рисунке 5. При использовании используйте зажим для зажима верхней формы. Этот метод прост в использовании и может использоваться в нескольких слоях.

5) Одна деталь и несколько настроек пресс-формы
Zhongrui использовала гибочный станок с ЧПУ DA66T с 2 гидравлическими цилиндрами в качестве демонстрации. Опробована установка с несколькими формами, показанная на рис. 6, то есть верхняя и нижняя формы одной модели устанавливаются секциями одновременно, что позволяет выполнить обработку нескольких гибов всей детали, сокращая время установки формы. и многократная обработка деталей. В настоящее время на рынке появилась равновеликая гибочная верхняя матрица. Высота верхней формы одинакова, и на одном столе можно использовать формы разных форм. Таким образом, можно выполнять сегментную гибку различных пресс-форм.

6) Записи программы типовых частей
После того, как типичные детали обработаны, параметры обработки должны быть записаны вовремя, а программа должна храниться в области хранения гибочного станка с номером чертежа детали, чтобы ее можно было повторно использовать в будущем, что значительно сокращает серию. подготовки перед гибкой. Вы также можете создать таблицу, которая содержит конкретные настройки имени детали, номера чертежа, графики, материала и параметров гибки. Стол разделен на стальные пластины, алюминиевые пластины и пластины из нержавеющей стали. Каждый тип отличается толщиной материала. Время, необходимое для поиска типовых деталей, сократится. В сочетании с картой процесса это очень полная инструкция по обработке. Даже новые сотрудники с небольшим опытом могут следовать подсказкам для обработки деталей.
7) Длина пресс-формы недостаточна для гибки секций
При обработке на месте часто бывает, что длина формы меньше изгибаемой кромки. Поскольку многие специальные формы определяются в зависимости от использования неподвижных изделий, метод сегментного изгиба используется, когда длина формы меньше кромки изгиба. Там, где длина формы близка к кромке изгиба, разорвите кромку перпендикулярно кромке изгиба, а затем сложите край изгиба до требуемого размера по частям. Рисунок 7а — левая половина изогнутой части, а рисунок 7b — правая половина изогнутой части.

8) Используя шпильку на заднем упоре, установите
Когда размер изогнутой детали большой и для позиционирования используется задний упор, детали часто тонут из-за собственного веса, ручная часть короткая, и оператору нелегко удерживать заготовку. Чтобы обеспечить уровень деталей, оператор должен быть расположен на задней линейке, чтобы вручную удерживать детали в горизонтальном состоянии. Поэтому при обработке таких деталей должно быть организовано 2 оператора. В работе установлено, что задний упор можно опускать до определенного размера, причем шпильки на заднем упоре используются для позиционирования, а детали располагаются на заднем упоре горизонтально. Это не только сокращает количество операторов, но и эффективно гарантирует точность обработки.
9) Глубокий изгиб закрытой формы
В реальной обработке можно гибко использовать глубокую гибку замкнутой формы. При отсутствии штампа для глубокой гибки закрытого типа при гибке деталей, как показано на рисунке 7, принимается состояние зажима, показанное на рисунке 8. Разделяем переходную доску, расстояние чуть больше ширины детали, и размер распределяется разумно, и за один раз можно согнуть две детали.

Представленные выше методы и технологии обработки могут решить проблемы обработки большого количества одинаковых деталей в продуктах и очень подходят для разработки продуктов с несколькими вариантами, небольшими партиями и короткими производственными циклами. Благодаря этим методам можно не только сэкономить на затратах на инструменты, но и сократить цикл производства и обработки, снизить себестоимость продукции и улучшить качество продукции. Эти методы обработки и навыки использования также можно применять и продвигать на листогибочных станках с ЧПУ аналогичной конструкции.
сопутствующие товары
 Как выбрать тоннаж гидравлического листогибочного пресса
Как выбрать тоннаж гидравлического листогибочного пресса- Эффективное решение WILA для гибки средних и толстых листов
- Как выбрать подходящую матрицу листогибочного станка
- Обычная последовательность гибки и спецификация ежедневного использования формы для гибочной машины
- Зачем добавлять систему компенсации в гибочный станок с листогибочным прессом
- Принцип работы и состав листогибочного станка с ЧПУ
- Пресс-форма для листогибочного пресса в Китае
- Как рассчитать допуск на изгиб для листогибочного пресса
- Что такое листогибочный пресс
- Окончательное руководство по металлическим тормозным машинам 2021 г.