Средние и толстые листы широко используются в различных областях в качестве нагруженных деталей, таких как бульдозеры, экскаваторы, погрузчики, железнодорожные пассажирские вагоны и другие строительные машины и локомотивы. Средние и тяжелые листы обычно относятся к металлическим листам толщиной от 4,5 до 25 мм. Методы формования средних и тяжелых листов в основном включают в себя: формование листогибочным прессом, формование прокатным станком и формование прессом. Гибка (фальцовка) является широко используемым методом формирования линейки продуктов для средних и толстых листов.
Трудности гибки листового металла связаны с длинными заготовками, высоким давлением, сложной формовкой, низкой эффективностью и трудно контролируемой точностью. Конечным результатом гибки является всестороннее отражение параметров материала, параметров процесса и параметров пресс-формы. Разумный расчет этих параметров является ключом к улучшению характеристик гибки средних и толстых листов.

Тоннаж листогибочного пресса (гибочный станок)
Первая проблема, возникающая при гибке средних и толстых листов, заключается в выборе грузоподъемности листогибочного пресса и соответствии несущей способности приспособления и пресс-формы требованиям.
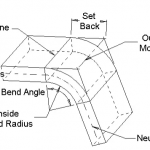
Сила F прикладывается листогибочным прессом для взаимного перемещения верхней и нижней форм, в результате чего лист изгибается. Для гибки пластин из углеродистой стали под углом 90° компания WILA дает эмпирическое значение напряжения нагрузки на пластину, как показано в Таблице 1. Когда толщина углеродистой стали составляет 20 мм, можно выбрать нижнюю матрицу с V=160 мм. В это время силовая нагрузка гибочного станка составляет 150 т/м.
F=сила на единицу длины (т/м);
S= толщина материала (мм);
ri= радиус изгиба внутреннего угла (мм);
V= размер нижнего отверстия матрицы (мм);
B= самая короткая кромка полки (мм) );
алюминий: F×50%;
алюминиевый сплав: F×100%;
нержавеющая сталь: F×150%;
штамповка и гибка: F×(3~5)

Тяжелый гидравлический зажим
Методы несущей способности сверхмощных верхних гидравлических захватов WILA включают верхнюю нагрузку и нагрузку на плечи, а максимальная нагрузка составляет 250 т/м и 800 т/м соответственно. Несущая поверхность приспособления изготовлена по технологии глубокой закалки с ЧПУ. Твердость по Роквеллу составляет 56 ~ 60HRC, а глубина закалки составляет до 4 мм, что обеспечивает высокую твердость и высокую износостойкость. Гидравлический зажим использует гидравлический быстрый зажим, а расширение гидравлического шланга приводит в движение зажимной штифт, так что пресс-форма автоматически садится, а линия изгиба автоматически центрируется. Для гибочной формы общей длиной 6 метров требуется всего около 5 секунд, чтобы полностью зажать гидравлический зажим, а комплексная эффективность использования в 3-6 раз выше, чем у обычной ручной системы зажима.

Верстак компенсации тяжелой техники
Для гибки средних и толстых листов новая версия мощного механического компенсационного стола WILA может не только легко соответствовать требованиям нагрузки, но и компенсировать отклонение и деформацию гибочного станка. Верстак с механической компенсацией использует гидравлический зажим, точность поверхности может достигать ± 0,01 мм, твердость по Роквеллу составляет 56 ~ 60HRC, а глубина закалки составляет до 4 мм. Верстак механической компенсации использует универсальный интерфейс установки UPB от WILA, который прост в установке и имеет более высокую точность. Он также имеет свои собственные регулировки направления Tx и Ty, которые могут гарантировать, что верстак и задний упор остаются параллельными в переднем и заднем направлениях, и могут выполнять локальную коррекцию углового отклонения.

Тяжелая гибочная матрица/инструмент
Из-за толщины листа нижняя форма с большим размером отверстия (V24~V300) и форма с большей несущей способностью обычно выбираются для гибки средних и толстых листов. Габаритные размеры пресс-формы, как правило, велики, а вес пресс-формы превышает нормальную грузоподъемность оператора. С помощью роликовых подшипников запатентованная технология WILA E2M (Easy to Move) позволяет операторам удобно, безопасно и быстро перемещать тяжелые формы для гибки, значительно экономя время на замену формы и настройку машины.
Могут быть предоставлены формы для гибки с различными формами ножей и нижними отверстиями формы, которые отвечают потребностям клиентов, такие как прямые ножи, скимитары с гусиной шеей, формы для филе и формы с несколькими V. Благодаря точному шлифованию основных деталей точность размеров пресс-формы достигает ±0,01 мм. Благодаря обработке технологии глубокой закалки и закалки с ЧПУ твердость формы может достигать 56 ~ 60HRC, а глубина закаленного слоя может достигать 4 мм.

Для гибки средних и толстых листов различной толщины компания WILA также предлагает пресс-формы Multi-V, которые доступны в двух формах: V-образный порт с автоматической регулировкой и V-образный порт с ручной регулировкой, как показано на рис. 6. С помощью двигателя с числовым программным управлением или блок регулировки, размер V-образного отверстия нижней формы можно регулировать произвольно в соответствии с характеристиками листа, что особенно подходит для гибки средних и толстых листов с высоким отскоком и высокой прочностью. В то же время пресс-форма Multi-V поставляется с закаленными роликами с низким коэффициентом трения, что может значительно уменьшить внешние складки на гибочных деталях и в то же время уменьшить изгиб на 10–30 % по сравнению с традиционная нижняя форма.

сопутствующие товары
 Как выбрать тоннаж гидравлического листогибочного пресса
Как выбрать тоннаж гидравлического листогибочного пресса- Используйте навыки гибочного станка с ЧПУ
- Принцип работы и состав листогибочного станка с ЧПУ
- Как выбрать подходящую матрицу листогибочного станка
- Обычная последовательность гибки и спецификация ежедневного использования формы для гибочной машины
- Зачем добавлять систему компенсации в гибочный станок с листогибочным прессом
- Как рассчитать допуск на изгиб для листогибочного пресса
- Пресс-форма для листогибочного пресса в Китае
- Из чего сделаны листогибочные прессы? Что такое листогибочный инструмент?
- Преимущества и недостатки листогибочного пресса