Обычная последовательность изгиба
1. Сначала короткая сторона, а затем длинная сторона. Вообще говоря, когда все четыре стороны согнуты, сгибание сначала короткой стороны, а затем длинной стороны выгодно для обработки заготовки и сборки формы для гибки.
2. Сначала периферийный, а затем средний: в нормальных условиях он обычно начинается с периферии заготовки и сгибается к центру заготовки.
3. Сначала частично, а затем целиком: если внутри или снаружи заготовки есть некоторые конструкции, которые отличаются от других гибочных структур, обычно сначала сгибаются эти конструкции, а затем другие части.
4. Примите во внимание ситуацию с помехами и разумно организуйте последовательность гибки: последовательность гибки не статична, и последовательность обработки должна быть отрегулирована соответствующим образом в соответствии с формой гибки или препятствиями на заготовке.

Спецификация ежедневного использования пресс-формы для гибочной машины
1. Включите питание листогибочного станка, поверните переключатель с ключом, нажмите масляный насос, чтобы запустить, масляный насос листогибочного станка начнет вращаться, а станок еще не начал работать.
2. Регулировка хода требует пробного пуска, когда пресс-форма гибочной машины официально запущена. Когда верхняя матрица гибочной машины опускается на дно, должен быть зазор толщиной листа. В противном случае это приведет к повреждению пресс-формы и машины. Регулировка хода также имеет электрическую быструю регулировку и ручную точную регулировку.
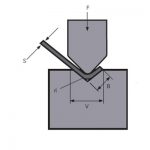
3. Для выбора выемки пресс-формы гибочной машины обычно выбирается выемка, в 8 раз превышающая ширину толщины листа. Если вы сгибаете лист 4 мм, вам нужно выбрать прорезь около 32.

4. Проверить нахлест и прочность верхней и нижней форм гибочной машины; проверить, соответствуют ли устройства позиционирования требованиям обработки. Часто проверяйте перекрытие верхней и нижней форм; соответствуют ли инструкции манометра нормативам.
5. Когда лист сгибается, его необходимо уплотнить, чтобы предотвратить подъем листа и причинение вреда оператору во время сгибания.
6. Электропитание должно быть отключено при регулировке штампа из листового металла, и операция должна быть остановлена.
7. При изменении отверстия нижнего штампа гибочного станка не допускается контакт материала с нижним штампом.
8. Запрещается использовать штампы для гибочных станков для гибки слишком толстых железных листов или листов из закаленной стали, высококачественных легированных сталей, квадратных сталей и листов, которые превышают производительность станка для гибки листового металла, чтобы избежать повреждения станка. .
9. Выключите гибочную машину и поместите деревянные блоки на нижние формы под цилиндры с обеих сторон, чтобы опустить верхнюю направляющую пластину на деревянные блоки. Сначала выйдите из программы системы управления, затем отключите питание.

сопутствующие товары
 Правила безопасной эксплуатации гидравлического силового пресса
Правила безопасной эксплуатации гидравлического силового пресса- Как выбрать подходящую матрицу листогибочного станка
- Используйте навыки гибочного станка с ЧПУ
- Эффективное решение WILA для гибки средних и толстых листов
- Как выбрать тоннаж гидравлического листогибочного пресса
- Распространенные неисправности и методы устранения неполадок четырехколонного гидравлического пресса
- Ремонт распространенных неисправностей гидравлических стригальных машин и техническое обслуживание системы масляного контура
- Зачем добавлять систему компенсации в гибочный станок с листогибочным прессом
- Что такое листогибочный пресс
- Как рассчитать допуск на изгиб для листогибочного пресса