Преимущество гидравлического листогибочного пресса с ЧПУ

1. Простота в эксплуатации
Листогибочный пресс с ЧПУ очень прост в эксплуатации и менее трудоемок. Таким образом, оператор может управлять несколькими машинами одновременно. Этими машинами можно просто управлять с помощью прикосновения, ощущения и звука оператора. Кроме того, они очень удобны в использовании и имеют очень мощную систему управления.
2. Гибкое программирование
Гибкое программирование листогибочного пресса с ЧПУ позволяет оператору управлять машиной на простом английском или любом другом подходящем языке.

Различные типы операций, которые можно выполнять, также доступны в качестве опций в меню. После выбора необходимой операции на экране появляется еще один список вопросов, касающихся времени цикла, материалов, давления и других элементов, связанных с производственным процессом. И после того, как оператор вводит ответы в машину, значения отображаются на экране для подтверждения перед запуском соответствующей задачи.
3. Современный дизайн
Листогибочный пресс с ЧПУ имеет современную конструкцию, позволяющую оператору легко настроить последовательность гибки. Это также помогает оператору быстро изготовить требуемый продукт. Кроме того, оператору больше не нужно оценивать необходимое давление для создания определенной степени изгиба. Даже другие факторы, такие как длина фланца, тип материала, толщина и степень изгиба, могут быть непосредственно введены в блок управления ЧПУ. Деталь, которую нужно изготовить, также можно просмотреть в готовой 2D- или 3D-версии. Кроме того, после того, как первая деталь запрограммирована на станке или через автономный ПК, менее квалифицированный оператор также может легко производить последующие детали.

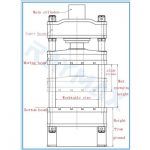
4. На пластинах «С» с обеих сторон установлены две линейные шкалы.
Мы фиксируем его на рабочем столе, чтобы исключить эффект отклонения во время работы. Линейная шкала проверит оба конечных положения штока (Y1, Y2) и отправит сигнал. После усиления усилителем ЧПУ сигнал будет возвращен на компьютер. Затем компьютер будет контролировать объем масла, поступающего в цилиндры. Таким образом, параллелизм штока и рабочего стола можно контролировать с точностью до ±0,01 мм.
5. Универсальность: Изгиб любой толщины и типа материала (в пределах физических ограничений тормозов), включая сложные детали, такие как электронные шасси/кронштейны.
6. Система DELEM имеет функции автоматического тестирования и самодиагностики. Кроме того, программирование включает в себя размеры листа для гибки, размеры заготовки и выбор инструментов. Затем система ЧПУ может автоматически рассчитать изгибающее усилие и положение заднего упора и ползуна. Также можно рассчитать реле времени проникновения и нажатия плунжера. Электрогидравлический пропорциональный клапан отличного качества может обеспечить синхронизацию обоих цилиндров, а также хорошую способность справляться с внецентренной нагрузкой.

7. Задний упор использует шарико-винтовую передачу и направляющую качения, поэтому точность повторного позиционирования по оси X может достигать ±0,1 мм. Вся машина оснащена защитным кожухом и блокировкой для защиты оператора от травм.
8. Основные скользящие детали, такие как цилиндры, поршневой шток, направляющая, имеют износостойкую обработку.
9. Система ЧПУ будет контролировать ход поршня гидравлического листогибочного пресса с ЧПУ и заднего упора с хорошей точностью.
Недостатки гидравлического листогибочного пресса с ЧПУ
1. Обработка материалов: трудности с обработкой больших листов.
2. Оснастка: требуется нижняя и верхняя оснастка.
3. Длина фланца должна проходить через матрицу в течение всей операции гибки, ограничивая размер фланца.
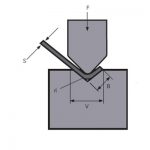
4. Отскок: в конце гибки происходит отскок из-за восстановления упругой деформации, как показано на рисунке 1. Явление отскока напрямую влияет на точность размеров заготовки и должно контролироваться. Меры процесса, принятые в этом отношении: ① Метод угловой компенсации. Если угол гибки заготовки 90°, то на гибочном станке под паз (V-образный) угол раскрытия можно выбрать 78°.

Рисунок 1
Время нагнетания увеличивается методом коррекции. Выполните коррекцию давления в конце гибки, чтобы увеличить время контакта верхней матрицы, заготовки и нижней канавки гибочного станка, чтобы увеличить степень пластической деформации на галтели нижней канавки, чтобы уменьшить тенденцию волокон к отскоку. в зоне растяжения и сжатия противопоставлены друг другу, что снижает отдачу бомбы.
сопутствующие товары
 Принцип работы и состав листогибочного станка с ЧПУ
Принцип работы и состав листогибочного станка с ЧПУ- Эффективное решение WILA для гибки средних и толстых листов
- Как выбрать тоннаж гидравлического листогибочного пресса
- Топ 10 производителей силовых прессов в Китае
- Как выбрать подходящий гидравлический листогибочный станок с ЧПУ
- 4 шага, чтобы узнать систему E21 листогибочного станка с ЧПУ
- Что такое листогибочный пресс
- Как работать с гильотинными ножницами
- Техническое обслуживание гидравлического силового пресса
- Правила безопасной эксплуатации гидравлического силового пресса