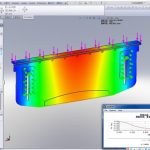
Чтобы устранить неблагоприятные эффекты, вызванные деформацией ползуна, необходимо компенсировать деформацию прогиба ползуна. Методы компенсации, как показано ниже:
1. Гидравлическая компенсация
Гидравлический автоматический механизм компенсации прогиба верстака состоит из группы гидроцилиндров, установленных в нижнем верстаке. Положение и размер каждого компенсационного цилиндра рассчитаны в соответствии с кривой компенсации отклонения ползуна и анализом конечных элементов верстака.
Гидравлическая компенсация выпуклости нейтральной версии реализуется за счет относительного смещения между передней, средней и задней тремя вертикальными пластинами. Принцип заключается в том, чтобы реализовать выпуклость за счет упругой деформации самой стальной пластины, поэтому компенсация может быть реализована в пределах диапазона упругости регулировки рабочего стола.

2. Метод таблицы механической компенсации
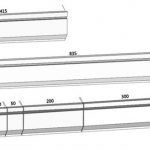
Выступающие клинья состоят из набора выступающих косых клиньев с наклонными поверхностями. Каждый выступающий клин разработан в соответствии с кривой отклонения скользящего блока и рабочего стола с помощью анализа методом конечных элементов.
Система числового программного управления рассчитывает требуемую величину компенсации в соответствии с силой нагрузки при изгибе заготовки (эта сила вызывает отклонение и деформацию ползуна и вертикальной пластины рабочего стола) и автоматически контролирует относительное движение выпуклого клина. Таким образом, он может эффективно компенсировать деформацию отклонения, создаваемую скользящим блоком и вертикальной пластиной рабочего стола, и может получить идеальную гибочную заготовку.
Механическая компенсация прогиба реализуется за счет управления положением «предварительного выступа», а набор клиньев формируется в направлении длины рабочего стола. Кривая с одинаковым фактическим прогибом делает зазор между верхней и нижней формами постоянным при гибке, обеспечивая одинаковый угол гибки заготовки в продольном направлении.

Преимущества механической компенсации
1) Механическая компенсация может обеспечить точную компенсацию отклонения по всей длине рабочего стола. Механическая компенсация прогиба имеет долговременную стабильность, снижает частоту технического обслуживания гидравлической компенсации (например, утечка масла) и не требует технического обслуживания в течение всего срока службы станка.
2) Поскольку механическая компенсация прогиба имеет больше точек компенсации, тормоз листового металла с ЧПУ может обеспечить линейную компенсацию при изгибе заготовки во время работы и может улучшить эффект изгиба заготовки.
3) Механическая компенсация использует потенциометр для измерения положения обратного сигнала. Как ось с числовым программным управлением, она реализует цифровое управление и делает значение компенсации более точным.
сопутствующие товары
 Зачем добавлять систему компенсации в гибочный станок с листогибочным прессом
Зачем добавлять систему компенсации в гибочный станок с листогибочным прессом- Гидравлический листогибочный пресс для нержавеющей стали
- Распространенные механические неисправности и техническое обслуживание гибочных станков с листогибочным прессом
- Общие неисправности и методы устранения неполадок 100-тонного четырехколонного гидравлического пресса
- Гидравлический тандемный листогибочный пресс
- Электрогидравлический синхронный VS торсионный синхронный гибочный станок с ЧПУ
- Гидравлический листогибочный станок с ЧПУ DA66T
- Станок для лазерной резки металла с волоконным лазером доски IPG закрытого типа 4KW
- Пресс-форма для листогибочного пресса в Китае
- Сколько типов гидравлических листогибочных прессов