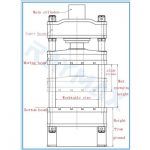
| гильотинные ножницы | машина для стрижки с поворотной балкой | |
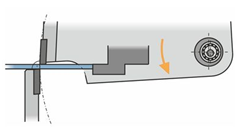
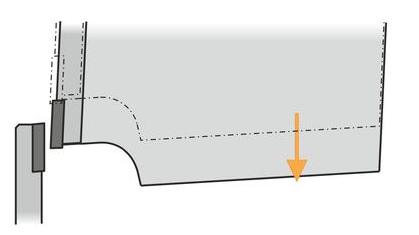
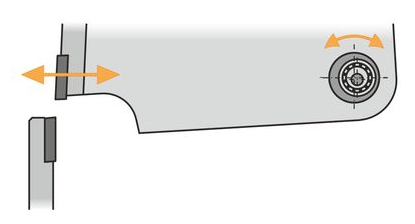
| Направление движения луча | верхний луч движется прямо | качающаяся балка движется вместе с верхним лезвием по дуге окружности |
| Держатель лезвия | Держатель лезвия гильотинных ножниц перемещается вертикально и линейно по отношению к нижнему краю лезвия, чтобы обеспечить скручивание и деформацию листа для резки с небольшой прямолинейностью и большей точностью. | Корпус держателя лезвия станка для резки с поворотной балкой изогнут, и он использует дуговой точечный контакт для обеспечения прямолинейности срезаемого материала. |
| Проникновение верхнего лезвия | Верхнее лезвие проникает в материал со смещением (зазором лезвия) относительно нижнего лезвия. ● Косая ломаная линия реза. ● Большие заусенцы, особенно когда лезвия не острые.
| Верхнее лезвие проникает в металлический лист над нижним лезвием. ● Чистые пропилы под прямым углом практически без заусенцев.
|
| Верхнее и нижнее лезвие | ● Верхнее и нижнее лезвие трутся друг о друга, когда зазор между лезвиями мал, поэтому лезвия затупляются. ● Требуется частая замена лезвий.
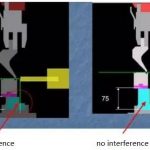
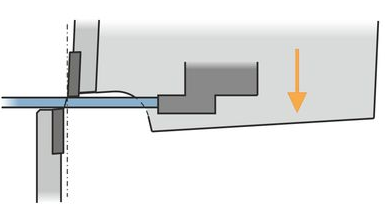
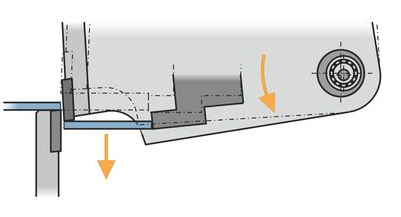
| ● Резка производится поворотным движением поворотной балки. После выполнения реза верхнее лезвие отходит от нижнего лезвия. Предотвращает заклинивание заготовки между нижним лезвием и упором обратного хода. ● Нет необходимости часто менять лезвие.
|
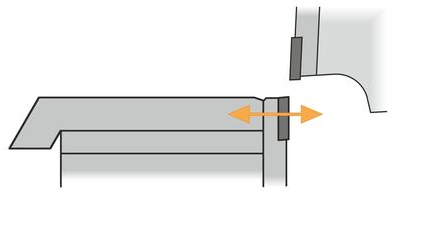
| Регулировка зазора лезвия | ● Утомительная и дорогостоящая регулировка зазора путем изменения положения противорежущего стола. ● Длительное время простоя. ● Частые компромиссы в качестве резки.
| ● Зазор лезвия можно легко отрегулировать, просто повернув эксцентрик режущего зазора. ● Короткое время настройки. ● Автоматическая регулировка на машинах большей производительности.
|
| Разрез лезвия | Квадратный | Ромбовидный четырехугольник |
| Трек движения лезвия | Лезвие движется вертикально | Лезвие движется по небольшой дуге при резке пластины. |
| Плоскости лопастей взаимозаменяемы | Четыре плоскости лезвия могут быть заменены. | Две плоскости лезвия могут использоваться взаимозаменяемо. |
| Стабильность | Когда машина работает, масляные цилиндры на обоих концах приводят верхний нож в линейное движение вверх и вниз с высокой стабильностью. | Когда машина работает, масляные цилиндры на обоих концах заставляют верхнее лезвие двигаться вверх и вниз по дуге. Следовательно, стабильность не так хороша, как у гильотинных ножниц. |
| Толщина разделочных досок | Гидравлические гильотинные ножницы подходят для резки досок толщиной более 10 мм. | Машины для резки с поворотной балкой подходят для резки тонких листов толщиной менее 10 мм (включая 10 мм). |
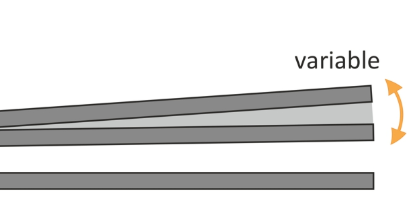
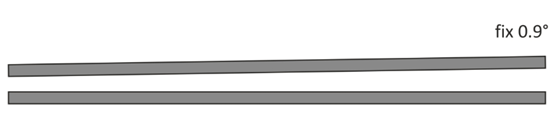
| Угол сдвига | Угол сдвига гильотинных ножниц можно регулировать. | Угол сдвига ножниц с поворотной балкой фиксирован и не может быть отрегулирован. |
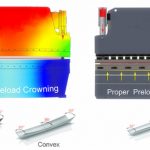
| Порезы | Скручивание порезов В гидравлических гильотинных ножницах используется переменный передний угол. Низкий передний угол для тонких материалов. Большие передние углы для более толстых материалов. Машины можно сделать легче. В результате получаются скрученные детали с узкими полосками.
| Порезы без перекручивания Резка поворотной балки требует конструкции ножниц для верховой езды. Причина в низком переднем угле, который является исправлением для любой толщины материала. Низкий передний угол приводит к тому, что детали не перекручиваются, начиная с толщины листа примерно в 10-15 раз.
|
сопутствующие товары
 Как отрегулировать зазор лезвия гидравлической стригальной машины
Как отрегулировать зазор лезвия гидравлической стригальной машины- Эксплуатация и техническое обслуживание листового металла с ЧПУ
- Гидравлические гильотинные ножницы QC11Y
- Как работать с гильотинными ножницами
- Ежедневное техническое обслуживание станка для лазерной резки с ЧПУ
- Техническое обслуживание гидравлического силового пресса
- Как выбрать подходящую матрицу листогибочного станка
- Из чего сделаны листогибочные прессы? Что такое листогибочный инструмент?
- Как сделать компенсацию прогиба для листогибочного станка с ЧПУ
- Гидравлические гильотинные ножницы E21S