
1. Многоязычный интерфейс
2. Программирование трехмерной гибки
3. можно импортировать. файлы setp/iges

Особенность
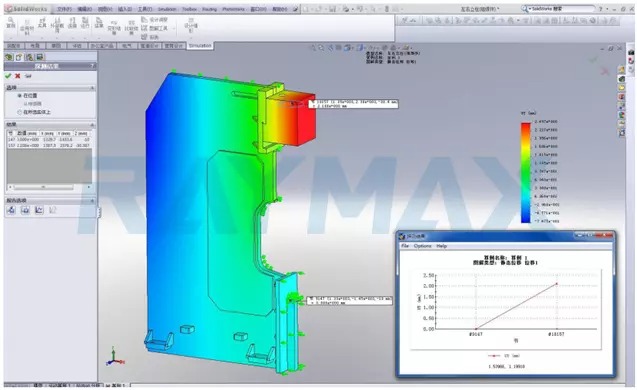
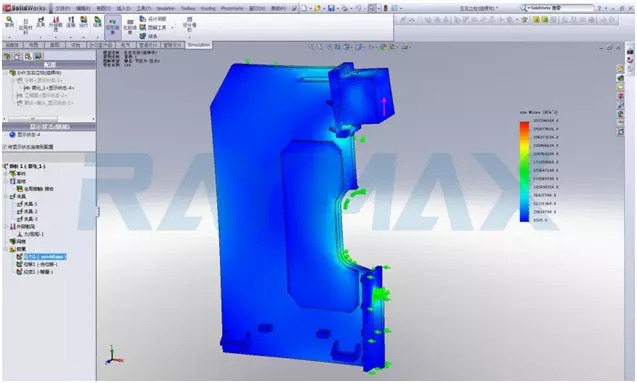
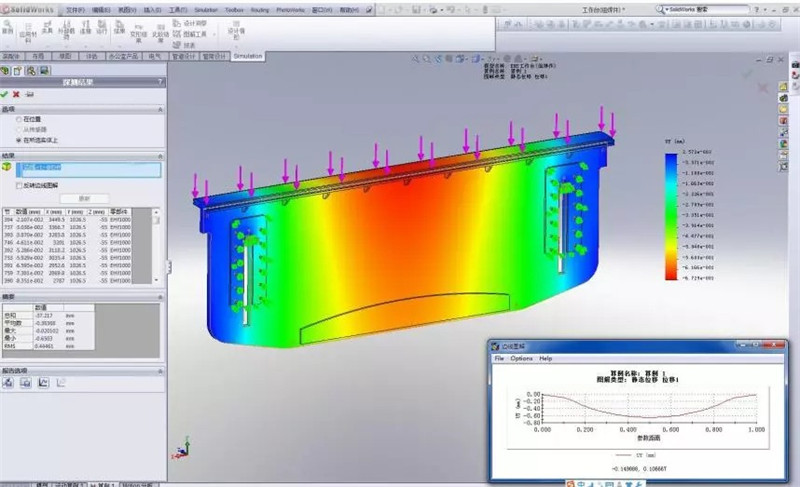
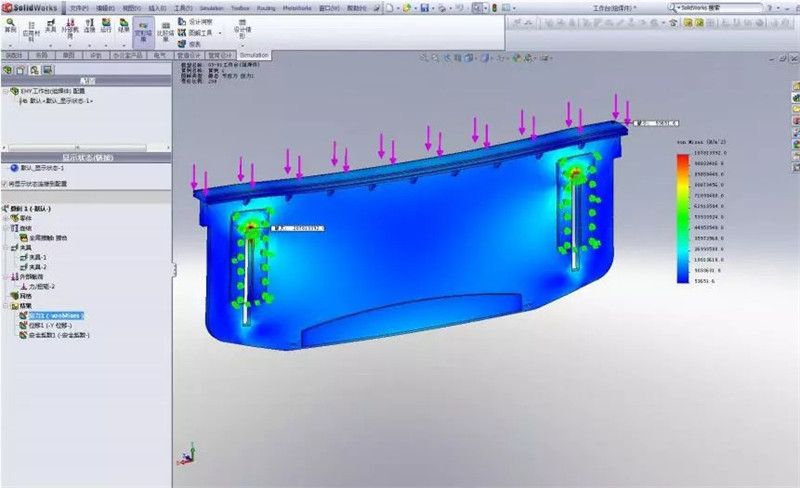
1. Основная механическая конструкция станка состоит из рамы, колонны, ползуна, рабочего стола, главного цилиндра, заднего держателя и других частей. Благодаря анализу конечных элементов и оптимизации проектирования с помощью трехмерного программного обеспечения можно полностью обеспечить структурную прочность и жесткость каждого основного компонента.
2. Внутреннее напряжение свариваемых деталей может быть устранено закалкой и вибрационным старением.
3. Самосмазывающийся материал используется на направляющих станка, поэтому нет необходимости в частой смазке и техническом обслуживании.
4. Конструкция трансмиссии станка имеет конструкцию с верхним динамическим изгибом, что обеспечивает низкий уровень шума и стабильные условия работы. Нижняя мертвая точка может приостанавливать и удерживать давление для обеспечения точности заготовок.
5. Движение и положение левого и правого цилиндра контролируются осями Y1 и Y2, система управления с замкнутым контуром состоит из электрогидравлического сервоклапана, системы ЧПУ линейки решетки. Каждая ось может работать в режиме программирования, а ползунок имеет высокую точность позиционирования при прижатии к заготовке. Решетчатая линейка соединена с рабочим столом, чтобы исключить влияние деформации колонны на положение ползуна.
6. Компенсация отклонения рабочего стола контролируется осью V системы ЧПУ. Автоматическая гидравлическая система компенсации прогиба состоит из набора гидроцилиндров, расположенных под рабочим столом. Система ЧПУ может контролировать относительное смещение цилиндра в соответствии со значением нагрузки при работе, формируя кластер идеальной кривой компенсации, кроме того, на ползунке встроен механизм компенсации клинового типа, поэтому потери на износ, вызванные длительной работой верхней и нижней пресс-формы можно компенсировать
7. Задний держатель управляется по оси X системы ЧПУ, приводится в движение серводвигателем и шарико-винтовой передачей и перемещается по линейной направляющей.
Система заднего упора
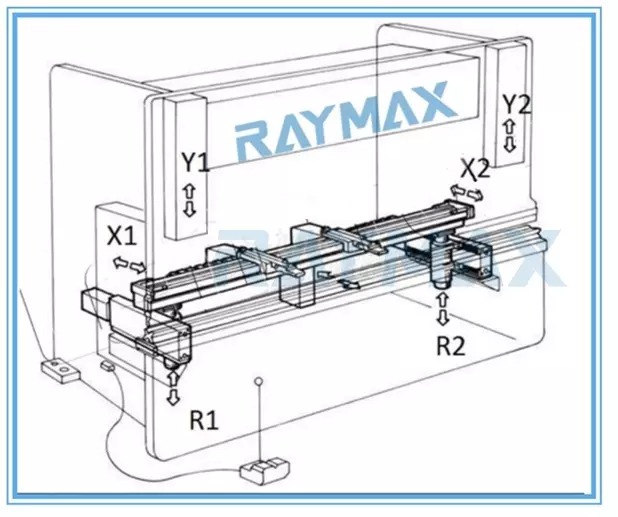
Y1 ---- Электрогидравлическая синхронная ось управления с замкнутым контуром левого цилиндра.
Y2 --- Электрогидравлическая синхронная ось управления с замкнутым контуром правого цилиндра
X1,X2Движущая ось заднего упора (задняя и передняя)
R1,R2 Подвижная ось заднего упора (вверх и вниз).
Z1,Z2 Два стопорных пальца перемещают оси (левый и правый).
V ось коронки с ЧПУ.

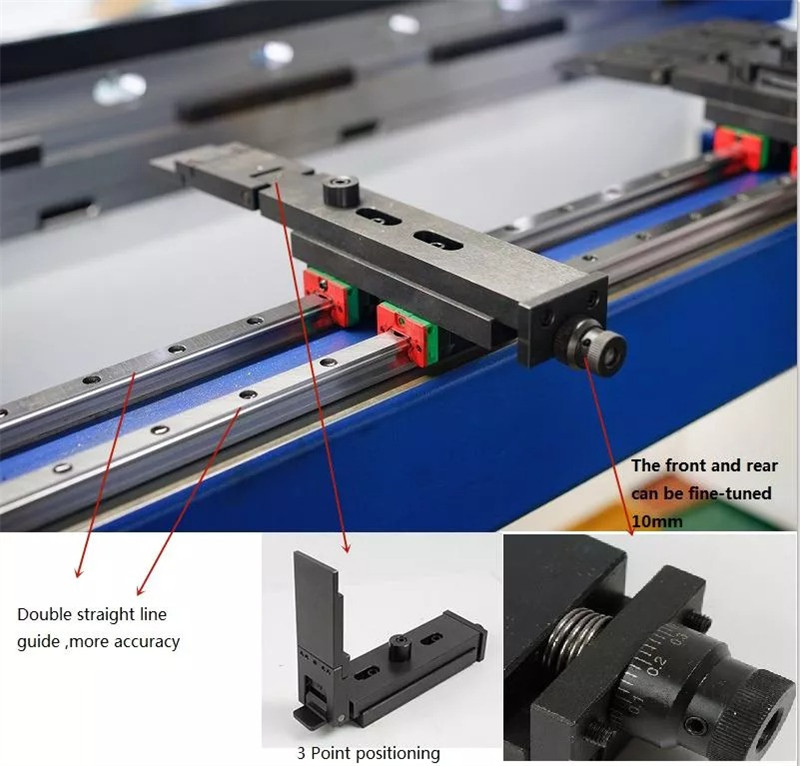
Задний упор изготовлен из высокопрочного алюминиевого сплава, приводится в движение серводвигателями и использует шариковые стержни и линейные направляющие с хорошей точностью позиционирования.
Полная конструкция конверта, не требующая обслуживания.
ДА66Т
Элементы управления DA-Touch нового поколения предлагают еще более высокий уровень эффективности в программировании, эксплуатации и управлении современными листогибочными прессами. Простота использования в сочетании с самыми современными технологиями идут рука об руку, повышая производительность.
Сенсорный экран обеспечивает доступ к проверенному пользовательскому интерфейсу Delem и обеспечивает прямую навигацию между программированием и производством. Функции расположены именно там, где они вам нужны, что обеспечивает оптимальную эргономику всего приложения.
DA-66T предлагает двухмерное программирование, которое включает в себя автоматический расчет последовательности изгибов и обнаружение столкновений. Полная 3D-настройка станка с несколькими инструментальными станциями, дающая правдивую информацию о возможностях продукта и обращении с ним.
Высокоэффективные алгоритмы управления оптимизируют машинный цикл и минимизируют время настройки. Это делает использование листогибочных прессов проще, эффективнее и универсальнее, чем когда-либо.
● 2D графический режим программирования с сенсорным экраном
● 3D-визуализация в моделировании и производстве
● 17-дюймовый цветной TFT-дисплей с высоким разрешением
● Полный набор приложений для Windows
● Совместимость с Delem Modusys (модульная масштабируемость и адаптивность)
● USB, периферийный интерфейс
● Поддержка конкретных пользовательских приложений в многозадачной среде контроллера.
● Интерфейс датчика изгиба и коррекции

Автономное программное обеспечение

● Полномасштабное автономное программирование
● 2D/3D автоматический расчет последовательности изгибов
● Графическое программирование продукта и генерация последовательности гибки
● ТЭО и производство
● Обнаружение столкновений
● подготовка
● Совместное использование продукции в сети Windows с ЧПУ листогибочного пресса.
● Подготовка к настройке машины, включая функции печати
Деталь гидравлического гибочного станка с ЧПУ
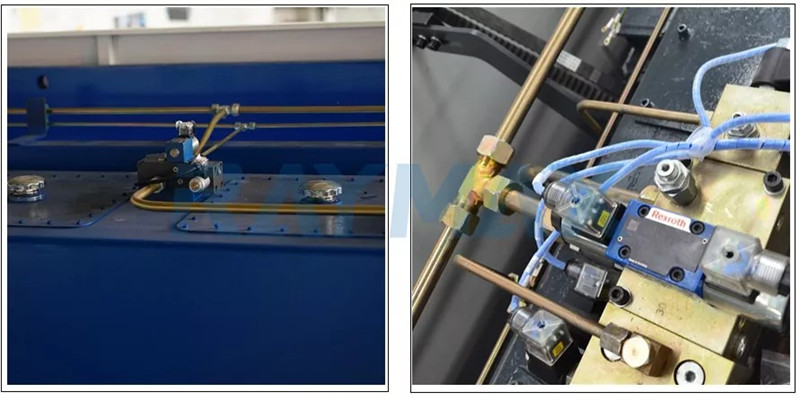
Соединение трубки с хомутом высокого давления
Высокое давление без масла, простота обслуживания
Немецкий клапан Rexroth, быстрая реакция на давление
Машина может работать непрерывно при номинальной нагрузке
1. Линейные энкодеры
2. Шаг измерения 5 мкм соединение шатуна большие монтажные допуски

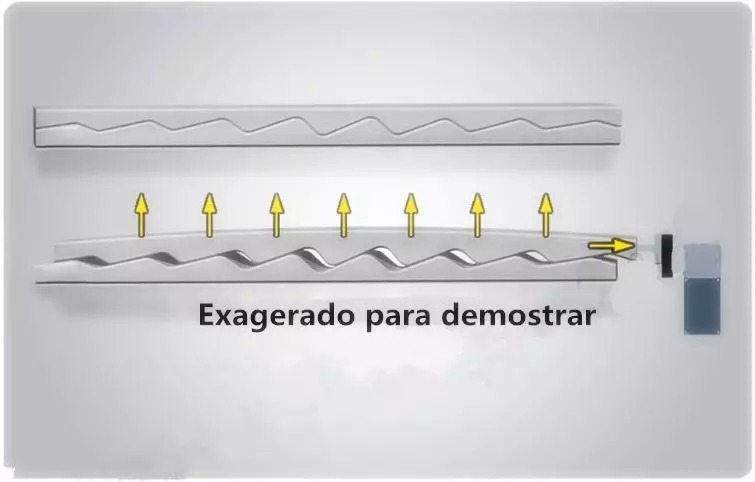
Венчание
● Нижний стол оснащен механизмом автоматической компенсации отклонения, а величина компенсации автоматически устанавливается системой числового программного управления для обеспечения равномерной точности гибки заготовки.
● Рабочий стол имеет уникальную конструкцию, которая эффективно уменьшает отклонение нижнего штампа.
Линейные энкодеры
Шаг измерения 5 мкм соединение шатуна большие монтажные допуски
По желанию
1. Сгибание последователей
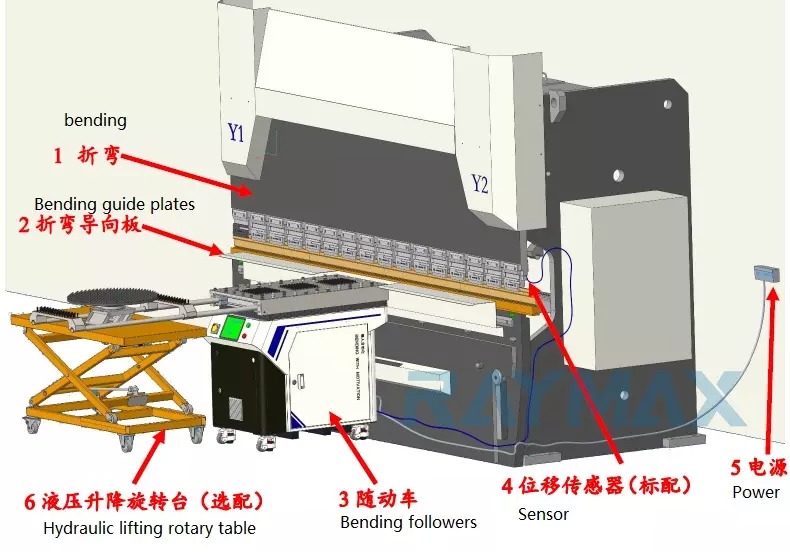
2. Защита от волоконного лазера DSP

3. ИНСТРУМЕНТ WILA

4. Быстрый зажим KYOKK

сопутствующие товары
 Гидравлическая фальцевальная машина Листогибочная машина
Гидравлическая фальцевальная машина Листогибочная машина- Гидравлический листогибочный станок для листового металла с небольшим листовым металлом цена
- электрогидравлический листогибочный пресс с ЧПУ
- Гидравлический листогибочный станок с ЧПУ DA66T
- Гидравлический тандемный листогибочный пресс
- Листогибочный пресс DA66T для гидравлического пресса
- Электрогидравлические станки для гибки стальных профилей с ЧПУ DA53T
- Автоматический листогибочный пресс с ЧПУ с гидравлическим тормозом из листового металла
- Гидравлический листогибочный пресс для нержавеющей стали
- Гидравлический листогибочный станок с ЧПУ для гибочного станка с металлическим листом оси









